I should note at this point that the test program
was written to generate half steps. As the name suggests, this
halves the angle of a normal step by periodically energising two motor
coils so the shaft is balanced between two normal step positions.
So where I talk about steps, I'm usually talking about half steps.
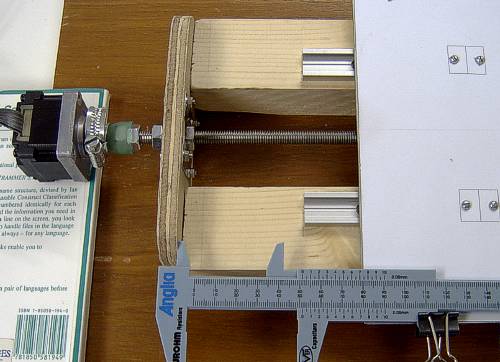
Anyway, after 16000 steps, the plate had moved 103.85 mm. That's
roughly 6.5 thousandths of a millimetre per step or 154 steps per
millimetre! Not too shabby at all. It's not fast but it's
better to be precise and accurate.
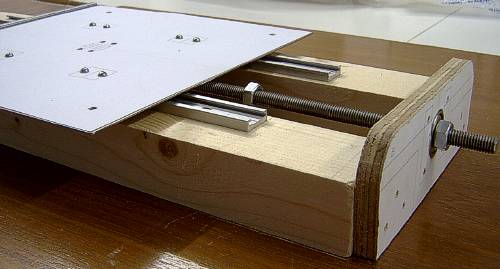
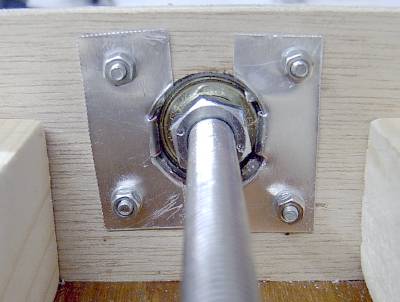
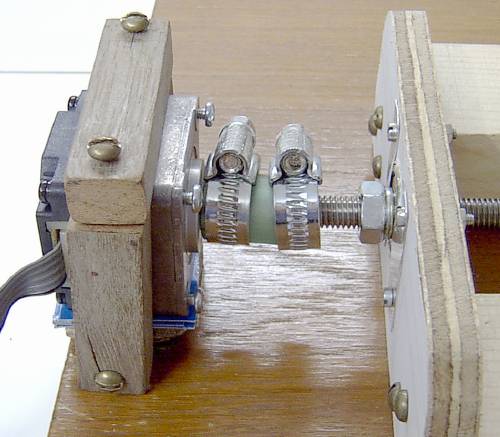
The final job was to build a mounting bracket for the stepper
motor. Although I used two Jubilee clips to connect the motor to
the threaded rod, the one connecting the hose to the rod turned out to
be superfluous. The bracket isn't very pretty but it's easy
enough to remove it should I need to fit a more powerful motor, say,
for doing routing as well as drilling. I'm not sure this motor is
really powerful enough for routing but I haven't actually tried it yet.
The mounted motor:
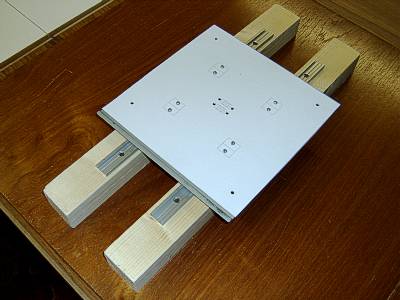
So here is the finished Y axis:
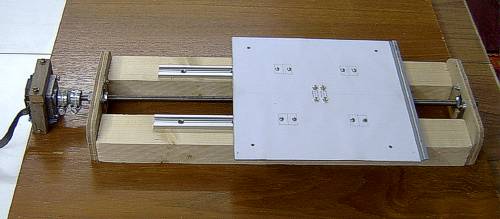
With this success under my belt, it was time to move on to the next
axis - the Z axis.